A guided visit to the Paraboot factory in Saint-Jean-de Moirans
/
Paraboot
French craftsmanship at its finest
French shoe manufacturers can be counted on two hands. The very good ones on a few fingers. Paraboot is one of them. This legendary French footwear brand has shone worldwide for several decades.
Exceptionally, we had the chance to visit their brand-new factory located in Saint-Jean-de-Moirans in Isère, in the South East of France near the French Alps. We are very proud to be able to visit one of the most beautiful shoe manufacturers in the world, just a few hours away from our home.
The visit took place in 3 stages. First, we visited the brand's museum, a room that gathers the most emblematic pairs of Paraboot and Galibier. Then we visited the warehouse and saw most of the leathers used. Finally, in the afternoon, we were able to see all the steps of the manufacturing process of Paraboot pairs.
At the end of the visit we all agreed, Thomas, Mathieu and Marcos: we now love Paraboot even more. It is undeniably a very beautiful company on all levels. The people, environmentally speaking, the century-old know-how and above all, really high-quality shoes.
MUSEUM VISIT – History of the brand
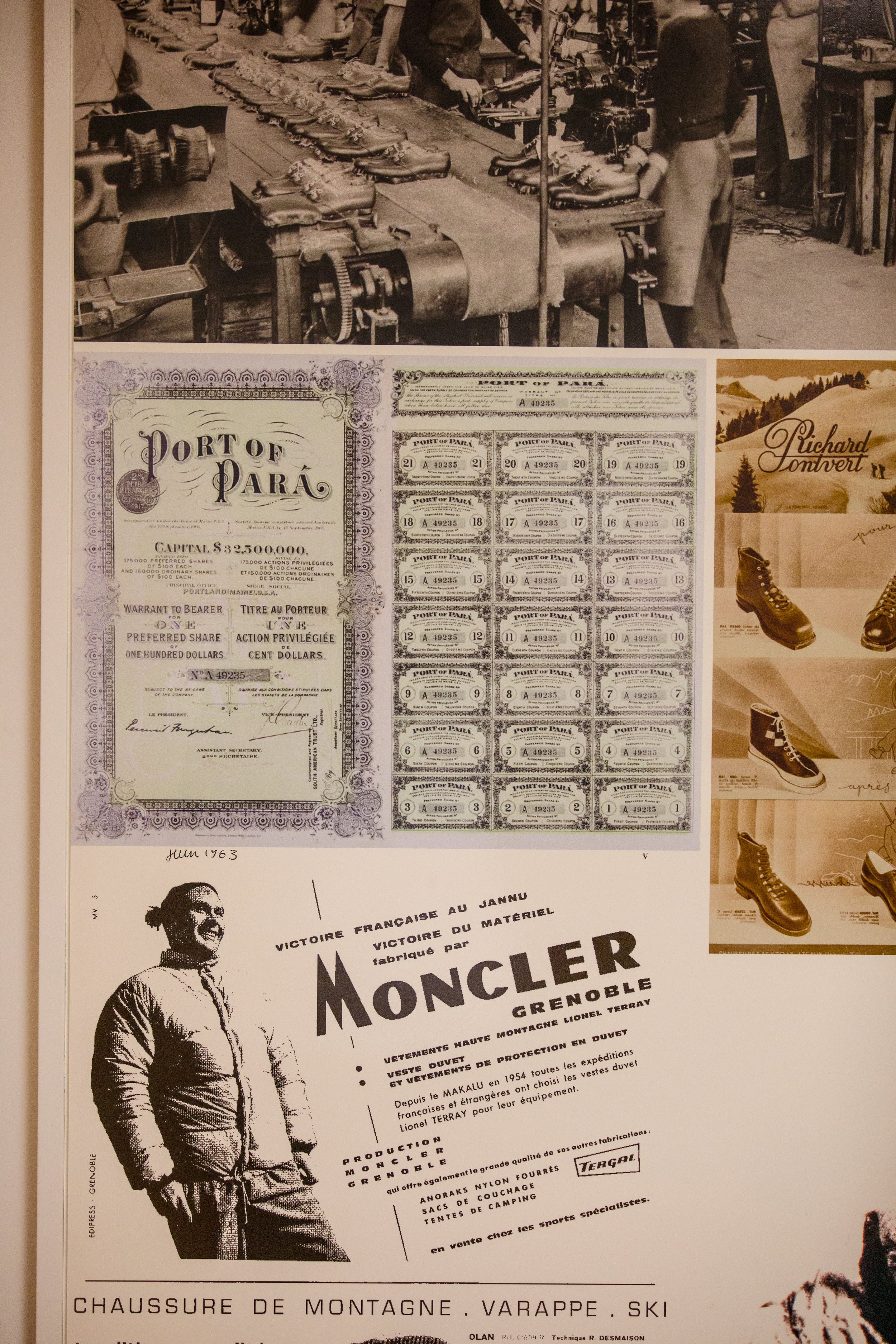
It all began with Rémy Richard, a farmer's son who became a shoemaker in the early 20th century. With a taste for adventure, he left for the United States in 1920 without speaking a word of English, with only a passport, three francs six pennies and a trunk, the latter can still be seen in the museum. It was during this trip that Rémy Richard noticed that Americans were wearing a kind of rubber overlay over their shoes in big cities, to protect them from rain and water. These shoes are called “boots” by the Americans. The idea of making a leather shoe with rubber soles was born in his head.
But for that, he had to find the raw material, latex. It is in the port of Para - which no longer exists but which was located near Manaus in Brazil in the Amazon region - that he will source it.
This is also the origin of the brand name ParaBoot, because Paraboot is the name of the sole used for the shoes. One thing leading to another, the name was taken over by the brand name of the shoes. It was registered in 1927. This vulcanization process, unique in France, is still used by Paraboot.
A "Paraboot" is therefore from its origin a leather shoe with a rubber sole.
But when Rémy Richard returned to France from his trip to the United States, he first created the Galibier brand. The year was 1922. It was the beginning of crampon work on rubber bands. The brand still has examples of the first mountain and work shoes - the brodequin. With a wooden sole at first, and then the first rubber sole mouldings in a second stage. At that time, in the 1930s, Paraboot even offered rubber boots, just like the French Aigle brand.
Through Jack Lang's office – the French Minister of Culture in the 1980’s – the President -François Mitterand – wanted to replace his old walking shoes. Problem: the model had not been manufactured for many years. At the insistence of the President, the owner of the Vieux Campeur obtained that the Galibier factories start up again the abandoned machines. Thus, six models, of different sizes, were made. Galibier charged 10,000 F each (1,500 €). The President was delighted; the Vieux Campeur never dared to send the bill to the Elysée Palace...
1945 marks the birth of Michel Richard, the current president of the company. But it was also the end of the Second World War. The company wanted to make simple, solid shoes without too many frills. It was the birth of emblematic models such as the Morzine in 1943 and the Michael in 1945. Michael is a reference to Michel (Richard). At the end of the war, it was fashionable to Americanize first names. This model is still the most manufactured and sold by the brand. An indispensable.
Other models were developed as well, such as the "Élevage", a high boot with Norwegian stitching, to satisfy certain trades.
The 1950s and 1960s were marked by the development of the Galibier brand with the discovery of the North faces of the world's highest peaks, such as Mount Everest and the Mont Blanc. The great figures of mountaineering wanted to equip themselves directly at the factory, such as René Desmaison, Paul-Emile Victor and Haroun Tazieff. They enabled the brand to develop products that met the specific needs of high mountaineering. However, Paraboot remains more focused on the countryside. Galibier's international development was mainly in the United States, Canada and Italy.
The 1980s saw an increase in exports to the United States but also the beginning of a difficult period for the brand. With the various privatizations of companies and labor regulations implemented by François Mitterrand in France as well as the arrival of Ronald Reagan as head of the United States, and his implementation of a policy of supply, the Dollar collapsed from 10 to 4 francs. The company found itself on the brink of collapse and filed for bankruptcy.
The brand made a striking come-back thanks to the Michael model, still very popular. This trend will mark the advent of the Michael shifting from the country-side to the city. This was followed by the development of the Chambord and Avignon models, which we are very fond of.
At the end of the 1980s, the Japanese market took off. This development continued over the following years until it became one of Paraboot's main markets. A mark of recognition when you know how demanding and attached the Japanese are to know-how!
COLLABORATIONS
A few words about collaborations. Paraboot doesn't particularly highlight it but it has worked with the most beautiful brands in the world. The emblematic models of these collaborations are displayed in the brand's museum. This is for example the case of a very beautiful pair made for Hermès. A mix of Michael and Morzine.
The opportunity for us to (re)discover the Morzine. Less known than the Michael, it is often preferred by connoisseurs. It has always been more expensive than the Michael due to the use of a more noble leather. The skin comes from a calf born under the mother and which will remain so during approximately 2 years. This gives the leather a less rigid and more supple appearance. Its patina will also be different than a classic calf leather.
Fun fact, the Morzine is sometimes nicknamed the "Para 3 stripes" in reference to its 3 seams on the side reminding the Adidas signature.
The leathers used
We spent two hours looking at different types of leathers, their hand, their finish, their thickness**... If Paraboot does not have a tannery, the brand has developed over the years a very good expertise in leather. A necessity, because a good shoe is first and foremost a good leather. Most of Paraboot's leathers come from France: from Degermann, a well-known Alsatian tannery, or from Haas, like the Novonappa used for the Morzine or the Suportlo for the Michael, Chambord, Avignon...
They are mainly 100% full grain and on each skin used no plastic finishing layer is applied to hide defects. No rectified leather. This is also the reason why we can sometimes observe slight wrinkles or veins.
During our visit, we also quickly realized that to distinguish a good suede leather is complicated. How to differentiate with the naked eye a full grain leather that has been sanded from a simple leather crust? Not always easy, if not impossible... Trusting the brand is thus essential.
**between 2.2 and 2.4mm for the skins used by Paraboot.
VISIT OF THE FACTORY
We were able to see all the stages of manufacturing and even the maintenance of the machines. Everything starts with the sole, then the cutting of the leather, the assembly of the upper and finally the finishing stages.
Four processes in particular stood out to us during this visit.
The sole
First the sole. One of the only shoe manufacturers in the world that does not outsource the manufacturing of its soles.
Historically, the brand even invented mountain soles 11 years before Vitale Bramani, the creator of Vibram.
The raw material (rubber) passes through two of the imposing presses that equip the factory. The more the material is heated, the harder it becomes, which makes it possible to achieve the desired effect, more or less robust and more or less flexible.
An interesting detail is that the midsoles - which are essential for durability - are also equipped with a metal shank that ensures a good fit.
The floating lining
On a high-end pair, we systematically have what we call a “floating lining”. The inner lining is only stitched and not glued to the upper. In other words, when you let your pair rest after a day of wearing, the air will be able to circulate more easily inside. The life of the shoe is significantly increased. Because the enemy of leather is moisture and mold.
Indeed, 50 years ago, it was not unusual for people to wear the same shoes every day. They didn't rotate so that the pair could breathe, simply because they didn't have several pairs to rotate! Habits have changed. Still, the shoes held up very well. The floating lining helps to alleviate this problem.
The difference between the 45 “joint” and the “wall joint”
One of Paraboot's specialties on the Chambord is the “45 joint”, which is the stitching of the uppers at 45°. This is a rare skill that few shoemakers have mastered. It allows to obtain a very fine and discreet stitching, a detail very appreciated by Japanese connoisseurs.
It differs from the wall joint, a much coarser seam.
The production of custom-made boots
A factory that is able to produce custom-made pairs of boots in parallel is necessarily a very good sign. This is the case of Paraboot, which manufactures the French Police parade boots.
Upon graduation, each new biker of the National French Police receives a pair of custom-made parade boots. The boots are ultra-fit to begin with and even require what is called a "boot puller" to remove them.
At the time we were visiting the factory, a Paraboot craftsman was, for example, working on a boot originally made in 2017 that had been turned inside out. In this case because the biker had put on muscle.
When they come back, the boots are often very soft from successive wear. To give them a fixed shape and curvature, they are soaked in a special glue and kept 24 hours in a special oven to stiffen them.
To make these custom-made boots, footprints are taken as well as some measurements of the leg: hock, calf...In order to stick as closely as possible to the customer's foot, up to 4 widths of shapes - made of hornbeam, a very hard wood - per size are proposed. Pieces of leather can then be added if needed to fit the dimensions of the biker's feet as closely as possible.
Here are some pictures.













Teinture de tranche














Les formes en bois utilisées pour les bottes sur-mesure




Paraboot x Hermès

PARABOOT x Mugler